產(chǎn)品通過:歐盟CE認(rèn)證
轉(zhuǎn)盤高周波機(jī)_轉(zhuǎn)盤式高頻機(jī)
無錫金電詳細(xì)介紹單頭轉(zhuǎn)盤式高周波機(jī)設(shè)備操作方式
|
無錫金電高頻設(shè)備有限公司 |
發(fā)行日期 |
2011-11-19 |
|
文件類別 |
設(shè)備型號 |
設(shè)備名稱 |
制作人 |
黃 保 華 |
|
操作指南 |
KS-8000A |
高周波機(jī) |
頁 數(shù) |
1 |


轉(zhuǎn)盤式高周波機(jī) 自動滑臺式高周波熔斷機(jī)
1.0 單頭轉(zhuǎn)盤式高周波吸塑封口機(jī)設(shè)備的操作指南:
1.1 高周波吸塑封口機(jī)設(shè)備在吸塑泡殼包裝行業(yè)的操作介紹:
|
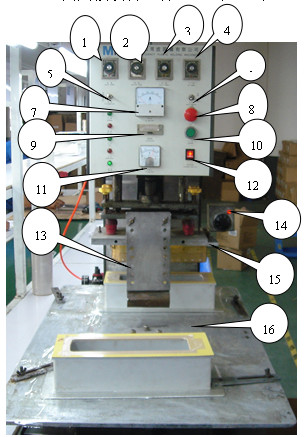
部位名稱 |
功能介紹 |
部位名稱 |
功能介紹 |
|
延遲時(shí)間 |
上模與下模合模時(shí)間 |
下降開關(guān) |
調(diào)模點(diǎn)動開關(guān) |
|
熔接時(shí)間 |
吸塑泡殼封口時(shí)間 |
電壓表 |
工作電壓指示表 |
|
冷卻時(shí)間 |
封口后定型時(shí)間 |
控制箱電源開關(guān) |
控制線路開關(guān) |
|
上升時(shí)間 |
上模上升的距離 |
接地板 |
高周波接地回路 |
|
高周開關(guān) |
高周開和關(guān)設(shè)定 |
溫度調(diào)節(jié)器 |
加溫溫度調(diào)節(jié) |
|
自動/手動開關(guān) |
調(diào)模點(diǎn)動與自動設(shè)定 |
上模板 |
上模安裝板 |
|
電流指示表 |
設(shè)備工作時(shí)電流表 |
操作平臺 |
下模安裝板 |
|
急停開關(guān) |
緊急制動開關(guān) |
設(shè)備電源開關(guān) |
設(shè)備總電源開關(guān) |
|
計(jì)數(shù)器 |
工作工件計(jì)數(shù) |
高周設(shè)定 |
高周輸出調(diào)節(jié) |

轉(zhuǎn)盤式高周波焊接樣品 轉(zhuǎn)盤式高周波機(jī)功能鍵介紹
2.0 單頭轉(zhuǎn)盤式高周波吸塑封口機(jī)設(shè)備操作前注意事項(xiàng):
2.1檢查電源線、氣管是否接好�����,電源電壓����、氣壓正常是0.3~0.6kgf/c㎡;
2.2檢查機(jī)臺和模具是否松動;
2.3檢查模具上的地線是否與高周波機(jī)鋁板接觸良好。
3.0單頭轉(zhuǎn)盤式高周波吸塑封口機(jī)設(shè)備操作步驟:
3.1打開電源開關(guān)��,高頻控制面板上的電壓表有220~V電壓指示;
3.2將溫控器調(diào)至100~130℃, 溫控器紅色燈亮���,表示正在加熱,等溫度升到預(yù)設(shè)溫度時(shí)��,溫控器指示熄滅;
3.3將塑料高頻控制面板上的延遲檔位調(diào)2秒”�、熔接檔位調(diào)到3秒”�����、定型檔位調(diào)到1.5秒”��、上升調(diào)到1”,高周檔位調(diào)至80~95,根據(jù)吸塑熔接情況作適當(dāng)調(diào)整所需要的工作時(shí)間;
3.4將吸塑產(chǎn)品放入底模,把高周波手動開關(guān)(自動開關(guān))拔至ON位置��,進(jìn)行生產(chǎn);
3.5當(dāng)轉(zhuǎn)動轉(zhuǎn)盤上模下降與底模接觸時(shí),面板上的下降�、熔接、上升指示燈依次明亮����、熄滅,電流表指針由0至1A方向擺動���,正常電在0.4~0.6A之間�,當(dāng)上升指示燈熄滅后上模自動上升�,吸塑熔接完成。
3.6轉(zhuǎn)動轉(zhuǎn)盤取出產(chǎn)品��,檢查產(chǎn)品外觀(如出現(xiàn)齒紋不明顯�����,飛機(jī)孔偏�����,吸塑爆邊等不良現(xiàn)象時(shí)�����,需要適當(dāng)調(diào)整熔接的時(shí)間���,定型的時(shí)間)然后再放入產(chǎn)品進(jìn)行生產(chǎn)����。
3.7生產(chǎn)完畢,依次關(guān)閉電源開關(guān),總電源開關(guān).
4.0單頭轉(zhuǎn)盤式塑料高頻機(jī)設(shè)備的注意事項(xiàng):
4.1操作時(shí)不得私自調(diào)機(jī)��,出現(xiàn)異常立即向拉長反應(yīng);
4.2操作時(shí)需小心謹(jǐn)慎�����,產(chǎn)品方向放好后方可操作;
4.3操作中不能直接用手接觸上模����,溫控器等發(fā)熱器件,否則會有電擊的危險(xiǎn);
4.4高周波機(jī)上禁止放任何物品;
4.5操作人員離開高頻設(shè)備時(shí)必須將高頻開關(guān)(自動開關(guān))拔至OFF位置��,不生產(chǎn)時(shí)關(guān)閉總電源開關(guān)���;
4.6當(dāng)生產(chǎn)過程中���,出現(xiàn)高壓漏電打火�����,立即按紅色緊急開關(guān)��,使上模迅速離開下模�,中止打火��,火護(hù)模具���。
5.0 生產(chǎn)常見不良原因分析及改善措施:
|
項(xiàng)次 |
不良現(xiàn)象 |
不良原因 |
改善措施 |
|
1 |
爆邊 |
包裝時(shí)溫度���、高周、氣壓過大
模具匹配 |
改善包裝
調(diào)節(jié)溫度�、高周、氣壓
修正模具 |
|
2 |
無齒紋 |
溫度低��、高周過小 |
調(diào)節(jié)溫度�、調(diào)大高周 |
|
3 |
四周齒紋不均勻 |
模具壓力不均勻
高溫膠布墊不均勻 |
調(diào)整上模壓力
把多余的高溫膠布撕掉 |
|
4 |
模具打火、火花燈亮 |
溫度過高��、高周過大
壓空吸塑�����、絕緣板有燒黑現(xiàn)象 |
調(diào)低溫度、調(diào)小高周
放入吸塑��,更換絕緣板 |
公司地址:無錫市八士鎮(zhèn)芙蓉工業(yè)園35號
公司名稱:無錫金電電子設(shè)備有限公司
聯(lián)系電話:13914117969 黃保華
公司網(wǎng)址:kamocom.com.cn
相關(guān)搜索:轉(zhuǎn)盤式高周波機(jī) 吸塑泡殼封口模具 高周波使用說明書