“高周波與超聲波焊接區(qū)別”�����,目前還有很多用戶不太了解這兩種機(jī)器原理及塑料焊接差異化在哪里�,今天跟大家普及一下關(guān)于這兩種設(shè)備不同之處及各自塑料焊接領(lǐng)域范圍。兩者之間從字面意義上看都帶一個(gè)“波”字��,它們之間不僅僅只是頻率的高低差異����,簡(jiǎn)單一點(diǎn)說高周波運(yùn)用高頻介質(zhì)滲透加熱屬于電磁波���,而超聲波運(yùn)用聲波振動(dòng)屬于機(jī)械波;當(dāng)然兩者之間都是用于塑料焊接工藝機(jī)械設(shè)備���。
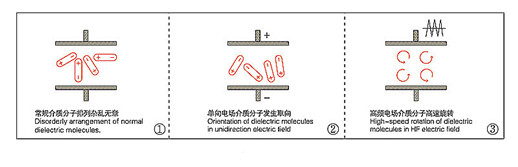
一�����、高周波原理:
利用高頻介質(zhì)滲透加熱讓被加工的塑料件在電磁波電場(chǎng)內(nèi)的上��、下電極之間相互摩擦生熱����,瞬間使塑料分子發(fā)生極性化現(xiàn)象��,配合相應(yīng)的模具加上一定壓力達(dá)到熔接目的���。優(yōu)勢(shì):塑料焊接過程中產(chǎn)品表面不受任何破壞并且焊接牢度極強(qiáng)��。
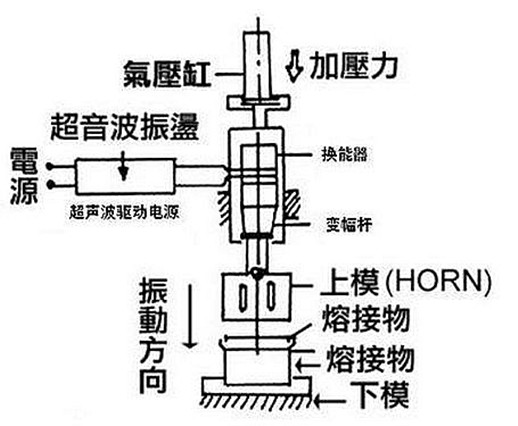
二����、超聲波原理:
超聲波發(fā)生器產(chǎn)生20KHz(或15KHz)的高壓���、高頻信號(hào)��,通過超聲波換能系統(tǒng)����,把信號(hào)轉(zhuǎn)換為高頻機(jī)械振動(dòng)����,加于塑料工件之上,通過工件表面及在分子間的磨擦而使傳遞到接口的溫度升高���,當(dāng)溫度達(dá)到此工件本身熔點(diǎn)時(shí)����,使工件接口迅速熔化��,繼而填充于接口間的空隙�,當(dāng)震動(dòng)停止,工件同時(shí)在一定的壓力下冷卻定形�����,便達(dá)成有效的熔接�。
高周波塑料焊接領(lǐng)域:主要用于各種聚氯乙烯PVC�,PU��,TPU����,PET,皮革等材料���。
超聲波塑料焊接領(lǐng)域:ABS�����,PS����,PP���,PET�����,PA�,PC,壓克力等工程塑膠等可塑性材料���。
高周波塑料焊接特點(diǎn):
1)電力輸出強(qiáng)大����,本機(jī)振蕩器所產(chǎn)生的周率27.12MHZ或40.68MHZ���,符合國(guó)際工業(yè)波段標(biāo)準(zhǔn),各種控制裝置特殊電子線路�����,可避免不當(dāng)操作����,且能快時(shí)間熔接制品、提高產(chǎn)品產(chǎn)量���;
2)高靈敏火花保護(hù)裝置����,當(dāng)火花產(chǎn)生時(shí)�,可自動(dòng)切斷高周回路,使機(jī)件及物件損害降低,當(dāng)電流過高時(shí)�����,自動(dòng)切斷高壓保證振蕩管及整流器����。
超聲波塑料焊接特點(diǎn):
1)不污染無公害,綠色環(huán)保��;
2)無需整體加熱����,工件不易變形,機(jī)器功耗?��?;
3)焊接速度快�����,工件表面氧化脫碳較輕�����;
4)表面淬硬層可根據(jù)需要進(jìn)行調(diào)整,易于控制��;
5)塑料焊接設(shè)備加裝在機(jī)械加工生產(chǎn)線上���,易于實(shí)現(xiàn)機(jī)械化和自動(dòng)化程度����,方便管理��,節(jié)約人力物力�,大大提高生產(chǎn)效率����;
6)表面工件表層有較大壓縮內(nèi)應(yīng)力,工件抗疲勞破斷能力較高��。