8KW高頻機(jī)隸屬無(wú)錫美之電廠家生產(chǎn)的標(biāo)準(zhǔn)型雙頭高頻機(jī)系列里面一款功率為8000W腳踏氣動(dòng)式高頻機(jī)器��,依需定位要求高的塑膠熱合工藝量身設(shè)計(jì)��,腳踏杠桿原理定位精準(zhǔn)非常適合壓花以及各種塑膠產(chǎn)品熔接��。
1��、8KW高頻機(jī)工作原理
高頻機(jī)屬于高頻介質(zhì)加熱設(shè)備����,其工作原理是介質(zhì)塑料在高頻電場(chǎng)的作用下發(fā)生分子極化現(xiàn)象,并按電場(chǎng)方向排列��,因高頻電場(chǎng)以極快的速度改變方向,則介質(zhì)塑料就會(huì)因介電損耗而發(fā)熱���;把聚氯乙烯PVC等塑膠置于電極之間并施加一定的壓力�����,配合相應(yīng)的模具��,當(dāng)模具把塑膠加熱至熔化變形后再冷卻一段時(shí)間��,則塑膠可保持這種變形�,利用這一特點(diǎn)可實(shí)現(xiàn)高周波熔接成型�,如果兩塊或者兩塊以上的塑膠加熱至熔接狀態(tài),冷卻后并牢牢地熔接在一起����,利用這一點(diǎn)可實(shí)現(xiàn)高周波焊接。
2���、8KW高頻機(jī)基本特點(diǎn)
2.1 高頻頻率27.12MHz��,符合國(guó)際標(biāo)準(zhǔn)
2.2 雙頭腳踏杠杠原理����,交替使用
2.3 四滾珠卡槽定位,機(jī)頭不易擺動(dòng)
2.4 工作臺(tái)鑄鋁結(jié)構(gòu)��,導(dǎo)熱性更佳
2.5 工作臺(tái)實(shí)心縫紉機(jī)木板
3�、8KW高頻機(jī)最大優(yōu)勢(shì)
3.1 通過歐盟CE認(rèn)證,安全��、放心
3.2 電磁波泄露達(dá)到行業(yè)安全標(biāo)準(zhǔn)
3.3 腳踏定位+氣缸助力�����,定位方便
3.4 自動(dòng)過流保護(hù)+火花保護(hù)系統(tǒng)
3.5 定制不同形狀模具可生產(chǎn)不同產(chǎn)品
4�����、8KW高頻機(jī)行業(yè)應(yīng)用
適用于PVC�、TPU塑膠熔接或者含30%PVC混合塑膠材料均可加工焊接�����;適用范圍:皮革壓花�����、防水鞋套�、氣囊袋、卷簾門、刀刮布���、充氣氣枕����、立體包裝袋以及充氣氣嘴熱合�。
5、8KW高頻機(jī)基本參數(shù)
設(shè)備型號(hào) | KS-8000F/S KS-8000T/S | 設(shè)備功率 | 8KW |
高壓輸入 | 13KVA | 震蕩頻率 | 27.12MHz |
電源電壓 | 380V/50Hz | 加壓方式 | 氣動(dòng)式 |
電子管型號(hào) | 7T69RB | 機(jī)械活動(dòng)行程 | 10mm |
上壓板尺寸 | 30*320/150*280mm | 工作臺(tái)尺寸 | 350*700mm |
設(shè)備外觀尺寸 | 1700*1140*1700mm | 設(shè)備重量 | 320KG
|
6�����、8KW高頻機(jī)安裝方法
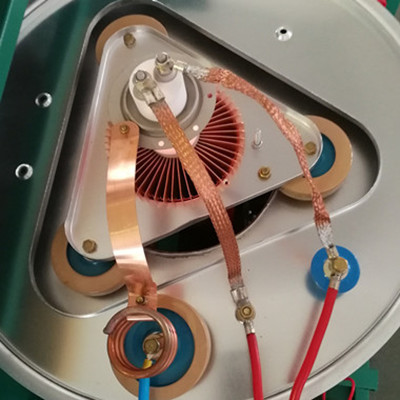
6.1 螺絲連接:機(jī)箱與機(jī)架組裝��,首先把機(jī)箱電容片位置套入機(jī)架護(hù)罩內(nèi)��,觀察護(hù)罩兩側(cè)螺絲孔與震蕩桶兩側(cè)螺絲孔對(duì)齊并用M4自攻螺絲擰緊��,護(hù)罩中間VC板引出銅皮與電容片引腳連接���,震蕩桶接地寬銅皮與機(jī)腳接地�����。
6.2 控制線連接:正確插入矩形插座連接頭并用卡扣鎖緊�����,矩形插座引出接地線用M5蝴蝶螺絲鎖緊���,火花感應(yīng)線對(duì)應(yīng)卡槽插入即可���,如果設(shè)備有電加熱功能需要連接加熱電源線220V。
6.3 安裝電子管:將電子管放入震蕩桶中間管座內(nèi)并調(diào)整燈絲連接線位置��,把燈絲銅帶用2把M10扳手?jǐn)Q開電子管燈絲螺母并安裝銅帶后上下扳手?jǐn)Q緊��;電子管柵極連接?xùn)艠O銅片并用M4螺絲固定��。
6.4 安裝氣管:從空氣壓縮機(jī)連接M8氣管直接插入雙頭高周波塑膠熔接機(jī)機(jī)腳上二聯(lián)件插口上即可
6.5 連接電源本機(jī)需要連接三相五芯電纜線����,電線6平方�����,空氣開關(guān)雙頭5KW用32A空氣開關(guān)�;雙頭8KW用60空氣開關(guān)。注意:不能使用漏電保護(hù)器����。
7�、8KW高頻機(jī)使用方法
7.1 接通電源��,打開電源開關(guān)���,電源指示燈亮�。
7.2 接上氣源�,檢查壓力表0.4一0.5MPa。再打開氣壓開關(guān)���。
7.3 加工前�����,先將模具預(yù)熱5分鐘��。
7.4 根據(jù)焊接材料確認(rèn)模具須加熱時(shí)���,可把模把上方的溫度開關(guān)設(shè)定到所需值。
7.5 先將匹配器的紅色指針歸零后�,熔接時(shí)再增加刻度。
7.6 模具放入模把中����,調(diào)整其水平����,可放入0.05mm的薄紙左右試?yán)?br />7.7 依各種加工物需求不同�����,底板需有一層絕緣材料��。如:絕緣紙����、絕緣板、鐵氟龍�����。
7.8 模具水平調(diào)整正確后��,再放入加工物���,右腳壓模,并調(diào)整定位點(diǎn)���。
7.9 先設(shè)定熔接時(shí)間1s�,右腳先壓模,左腳踏電�����。
7.10 視加工物需要�����,可調(diào)整匹配器刻度�,使熔接電流增加。
7.11 對(duì)熔接PVC料和特殊硬殼真空罩或其他須加熱的加工物�����,須調(diào)節(jié)溫度開關(guān)使模具加熱到設(shè)定溫度��。
7.12 操作時(shí)切勿使上�����、下電極直接接觸��,以免因短路而損壞機(jī)件���。
7.13 熔接時(shí)�����,嚴(yán)禁用手接觸二極管����、導(dǎo)電片和模具,以免燒傷皮膚�。
7.14 火花超荷燈亮?xí)r,檢查模具及皮料或絕緣紙有無(wú)碳化物���,或檢查匹配器調(diào)整得是否得當(dāng)�,或進(jìn)行機(jī)內(nèi)零部件檢查�。
7.15 停機(jī)時(shí),首先關(guān)閉控制箱上的電源開關(guān)����,待冷卻風(fēng)機(jī)將電子管上的溫度降低后,再拉下刀閘����。
8����、8KW高頻機(jī)注意事項(xiàng)
8.1 焊接過程中雙頭請(qǐng)勿觸摸紅色警示部位及模具焊頭部位(以免發(fā)生燒傷)
8.2 產(chǎn)品定位時(shí)千萬(wàn)不要采左腳高頻開關(guān)(注意雙腳操作順序��,以免氣缸下降壓傷手)
8.3 高頻操作過程中出現(xiàn)模具打火后一定采用酒精把模具清洗干凈���,絕緣膜更換
8.4 高頻機(jī)在使用過程中閑雜人員請(qǐng)勿靠近本機(jī),以免發(fā)生危險(xiǎn)
9���、8KW高頻機(jī)常見故障
9.1.1 電子管故障:1���、電子管不亮: ①燈絲變壓器沒有電壓輸出
②電子管燈絲斷開
③電子管頂端燈絲線螺絲沒有擰緊
9.1.2 電子管柵極、陽(yáng)極故障表現(xiàn): ①接通高頻后電流表指針擺到底馬上回來(lái)
②接通高頻后電子管內(nèi)膽里面閃白光
③高頻接通后一切正常���,沒有之前出力大
9.2 電容故障:1��、電容擊穿: ①接通高頻后電容出現(xiàn)冒火現(xiàn)象
②高頻無(wú)法正常使用��,電流表一動(dòng)就回來(lái)
9.3 電阻故障:1��、限流電阻擊穿: ①高頻無(wú)法正常使用�����,接通高頻立馬上升
②過流繼電器不起作用����,更換繼電器
2、柵極電阻故障: ①高頻電流表不工作
9.4 二極管故障:1�����、整流器短路: ①接通高頻立馬跳閘或者高壓變壓器發(fā)熱
9.5 高壓變壓器故障:1��、變壓器冒火 2���、立馬跳閘 3���、電流表一工作就回來(lái)
9.6 接觸器故障:1、接觸器線圈燒壞 ①接觸器不吸合�����,無(wú)高頻電流輸出
2�、接觸器觸點(diǎn)損壞 ①高頻電流不穩(wěn)定,時(shí)高時(shí)低
②高頻電流跟之前一樣�,就是焊接不牢產(chǎn)品
③觸點(diǎn)故障,屬于缺項(xiàng)工作
④接觸器側(cè)面觸點(diǎn)故障����,出現(xiàn)火花保護(hù)不起作
9.7 時(shí)間繼電器故障:1、時(shí)間制不亮燈原因 ①繼電器不工作�����,無(wú)高頻輸出
②腳踏行程開關(guān)損壞�����,無(wú)高頻輸出
10����、8KW高頻機(jī)維護(hù)保養(yǎng)
10.1 振蕩器每月定時(shí)清理灰塵及散熱風(fēng)機(jī),以免造成電子管因散熱不足引起燒壞及灰塵造成高頻跳火����。
10.2 每月定時(shí)對(duì)機(jī)箱元器件進(jìn)行氣槍清理干凈
10.3 使用電源電壓是否達(dá)到機(jī)器功率要求,否則機(jī)器出現(xiàn)穩(wěn)定差現(xiàn)象�。
10.4 機(jī)械部分每個(gè)軸接、軸承���、T型頭(T型機(jī))內(nèi)外管做到每周清塵��、加油��。檢查因機(jī)械性熱運(yùn)動(dòng)造成螺絲松掉及時(shí)給予堅(jiān)固���。
10.5 氣動(dòng)元件應(yīng)定時(shí)排水及加油(機(jī)油)�����。
10.6 整機(jī)不用時(shí)應(yīng)拔掉電源���、放于干燥處存放,以免造成高壓部份受潮�。
文章推薦:雙頭高頻機(jī)使用說明書